Schleif- und Regelscheibe und Führungsschiene
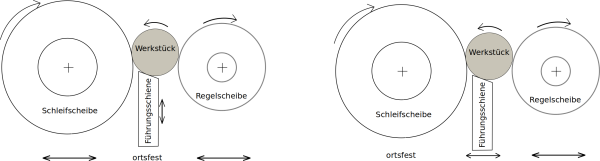
Für viele Anwendungen ist ein ortsfester Schleifspalt vorteilhaft. Schleif- und Regelscheibe verfügen in diesem Fall über separate Schlitten und lassen sich relativ zur ortsfesten Werkstückmitte bewegen.
Im Idealfall ist die Führungsschiene in ihrer Höhe verstellbar. Dies und die feste Schleifmitte sind für viele Anwendungen von Vorteil und erleichtern das Einrichten der Maschine. Für die Bearbeitung von Stangenmaterial über Stangenzuführanlagen sind sie Voraussetzung.
Die Alternative zur ortsfesten Schleifmitte ist die feste Montage von Hauptmotor und Schleifspindel am Maschinenbett. Die Führungsschiene befindet sich auf dem sog. Unterschlitten und ist relativ zur Schleifscheibe verfahrbar. Damit ändert sich bei verschleißender Schleifscheibe die Schleifmitte, so dass Werkstückzuführungen mit der Führungsschiene bewegt werden müssen. Die Regelscheibe befindet sich auf dem darauf montierten Oberschlitten und ist wiederum relativ zur Führungsschiene verfahrbar. Vorteile sind eine kompakte und preisgünstig zu bauende Maschine. Nachteile sind ein erhöhter Einrichtaufwand, Mehraufwand bei der Werkstückzuführung und die fehlende Eignung für große Werkstücke. Eine Höhenverstellung des Führungsschienenhalters ist bei dieser Bauform nicht möglich.
Winkel und Abrichten der Regelscheibe
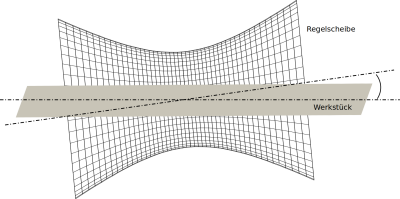
Die Regelscheibe kann geneigt werden. Gängige Werte betragen um 3° für das Durchgangsschleifen und 0° bis 1° für das Einstechschleifen. Beim Einstechschleifen wird dabei die Axialbewegung des Werkstücks durch einen Anschlag verhindert.
Trotz der Neigung der Regelscheibe muss eine Linienberührung mit dem Werkstück gegeben sein. Aus Sicht des Werkstücks muss die Regelscheibe also ein Zylinder sein. Dies wird gewährleistet, indem die geneigte Regelscheibe auf der Höhe des Werkstücks und im Winkel des Werkstücks abgerichtet wird. Die sich ergebende Form ist ein Hyperboloid:
Abrichten der Schleifscheibe und Schleifspaltaufbau
Methode 1:
Schleif- und Regelscheibe können (aus Sicht des Werkstücks) zylindrisch abgerichtet werden. Durch das Schwenken der Regelscheibe kann ein sich kontinuierlich verengender Schleifspalt erzeugt werden.
Methode 2:
Gezielter kann die Zerspanung durch Aufteilung der Schleifscheibe in unterschiedliche Zonen (Einlaufs-, Schleif- und Auslaufzone) gesteuert werden. Dies wird durch Abgerichten mit einem passenden Profil erreicht:
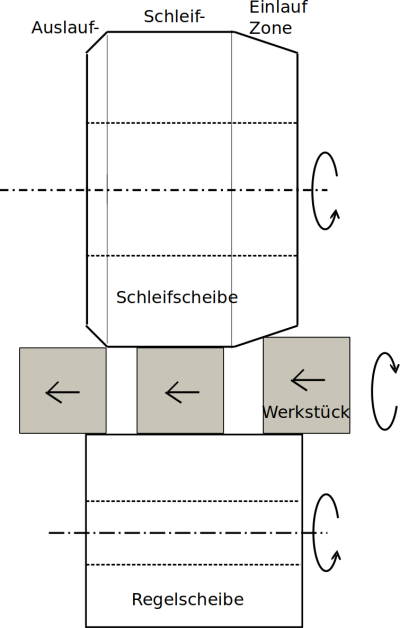
In der Einlaufschräge wird das Aufmaß entfernt, der Zylinder macht das Ausfunken und die Oberfläche, die Auslaufschräge verhindert, dass die hintere Kante der Schleifscheibe Formfehler und Vorschubmarkierungen („Fahnenstangenmuster“) erzeugt.
Methode 1 ist simpler, aber man arbeitet im Prinzip nur mit einer großen Einlaufschräge. Maß und Oberfläche werden mit der hinteren Kante erzeugt, die sich allerdings im Lauf der Zeit in einen Zylinder verwandelt.
Die Wahl der Methode hängt vom Anwendungsfall ab.
Die Regelscheibe ist „aus Sicht des Werkstücks“ zylindrisch (Hyperboloid).